



Rédigé par
Mick996
Publié le 10 Janvier 2022
Page: 5/9
Publié le 10 Janvier 2022
Page: 5/9





Si l’utilisation de tuyaux souples est relativement simple en watercooling, on passe ŕ un tout autre niveau avec le rigide. En effet, le cintrage des tubes est une opération assez redoutée car elle demande un investissement supérieur tant sur le plan matériel (décapeur thermique et accessoires) que sur le plan personnel. Cela demandera beaucoup plus de temps et aussi un certain apprentissage concernant la technique de cintrage.
Commençons par installer notre waterblock CPU, en appliquant d’abord la pâte thermique fournie dans le bundle, puis en vissant ŕ la main les quatre visses de fixation ŕ la main. Une fois fait, on viendra mettre les caches qui dissimuleront les visses pour un rendu plus esthétique. Aucun souci rencontré, l’installation se fait trčs facilement sur le socket 2066. J’ai décidé de placer le port OUT vers le haut, pour rendre plus facile l’évacuation de potentielles bulles lors de la mise en eau, et en ayant déjŕ en tęte la route que prendront mes tuyaux plus tard.

Allons ensuite monter notre bloc radiateur/réservoir/pompe ainsi que les ventilateurs. Pour ce montage, je décide de mettre en avant le RGB adressable de nos ventilateurs, et donc de les installer en PULL sur notre radiateur, avec les visses M2x30mm fournies dans le carton du radiateur. On vient aprčs fixer le combo res/pompe par-dessus. Petite remarque, une fois fixé, le combo peut ętre légčrement bougé sur son axe, ce qui n’est pas spécialement gęnant dans l’immédiat, mais on se demande comment les vibrations de la pompe seront transmises dans l’ensemble.

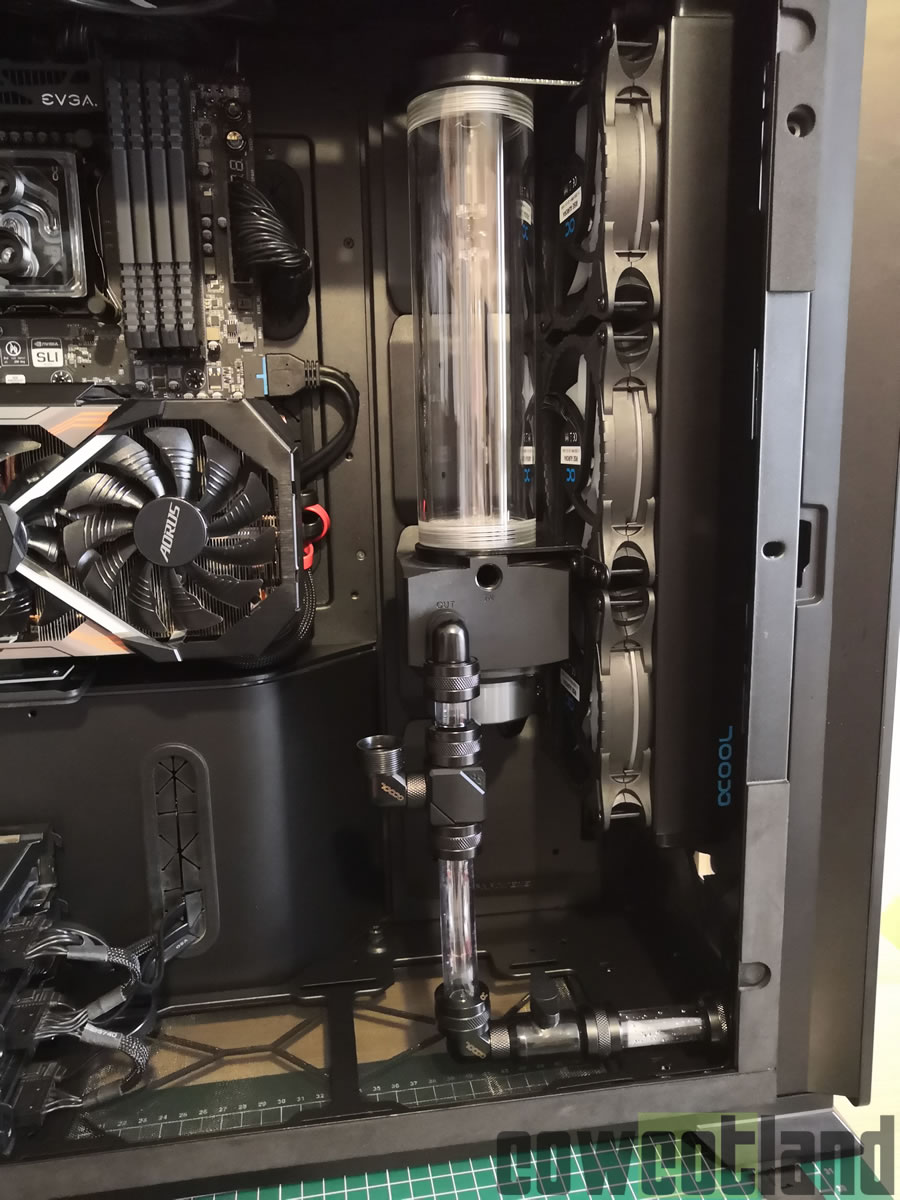
Plaçons ensuite le tout dans notre Enthoo 719, en façade, et attaquons nos premičres sections de tube. En sortie du réservoir, je fais partir notre eau vers le bas grâce ŕ un raccord 90°. Aprčs un tout petit bout de tuyau de quelques centimčtres, je raccorde ŕ un splitter qui me permettra d’installer un port de vidange, trčs pratique pour l’entretien de la boucle mais aussi pour la mise en eau en cas de fuite.
Notre boîtier possčde un drain port en bas de la façade, que l’on pourra utiliser grâce ŕ un passe cloison.
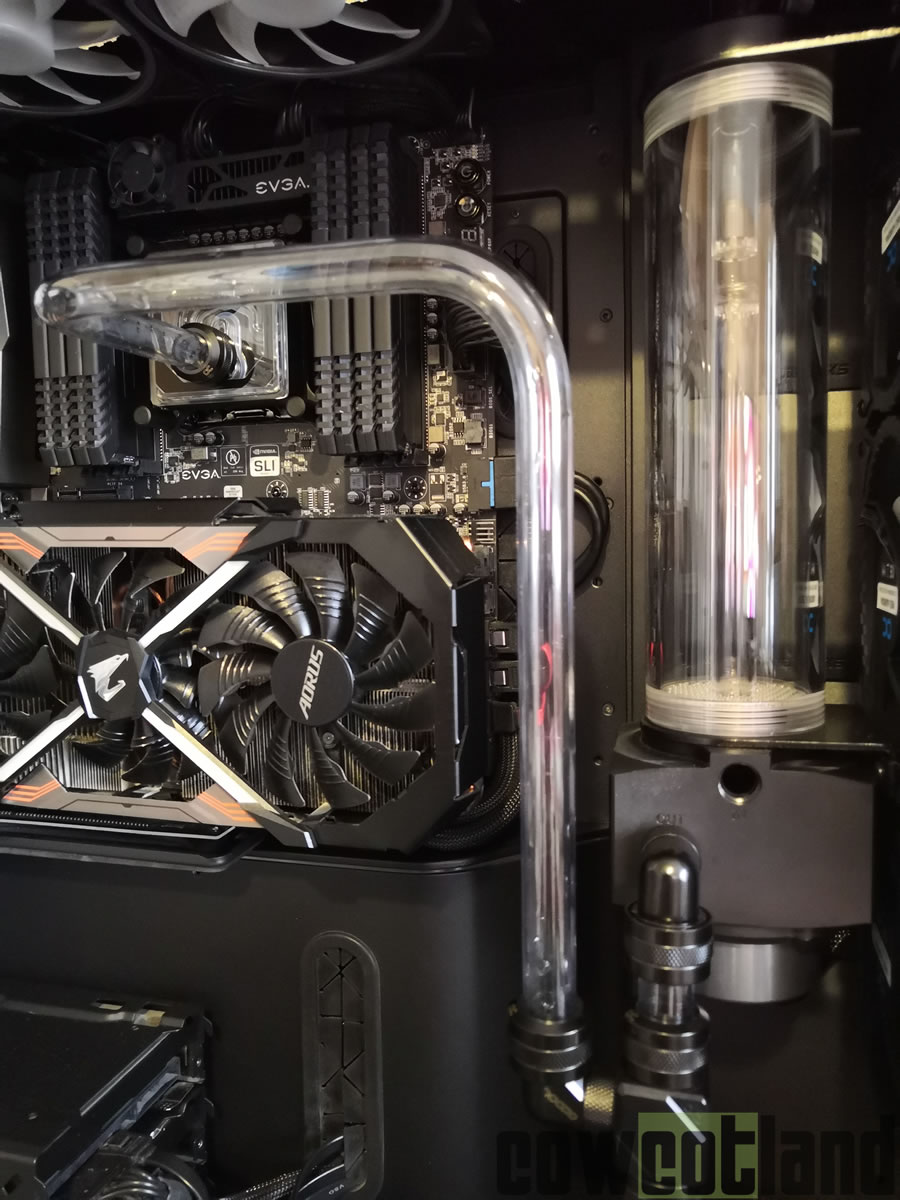
A gauche du splitter, un raccord coudé renvoi le flux vers le haut jusqu’ŕ notre processeur. Cette section de tuyau présente deux coudes ŕ 90°.
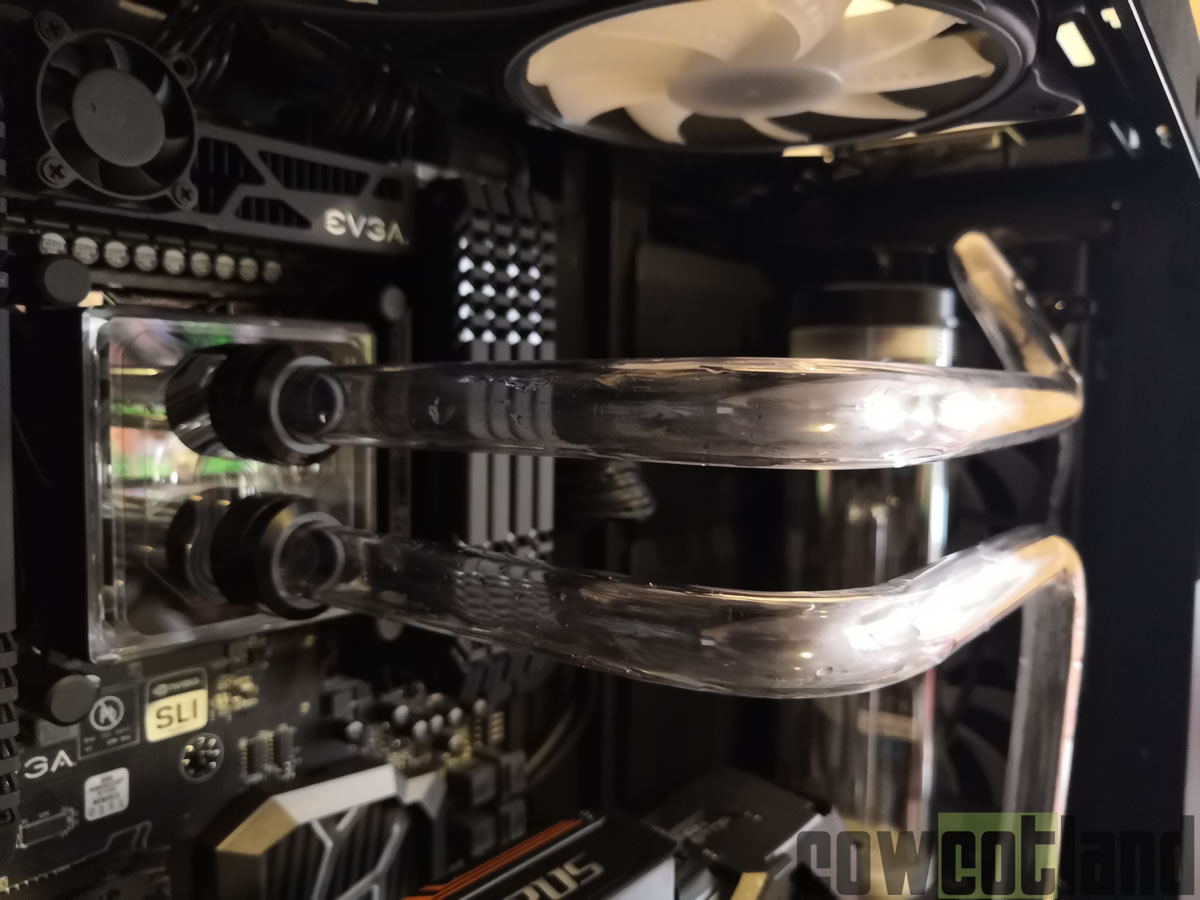
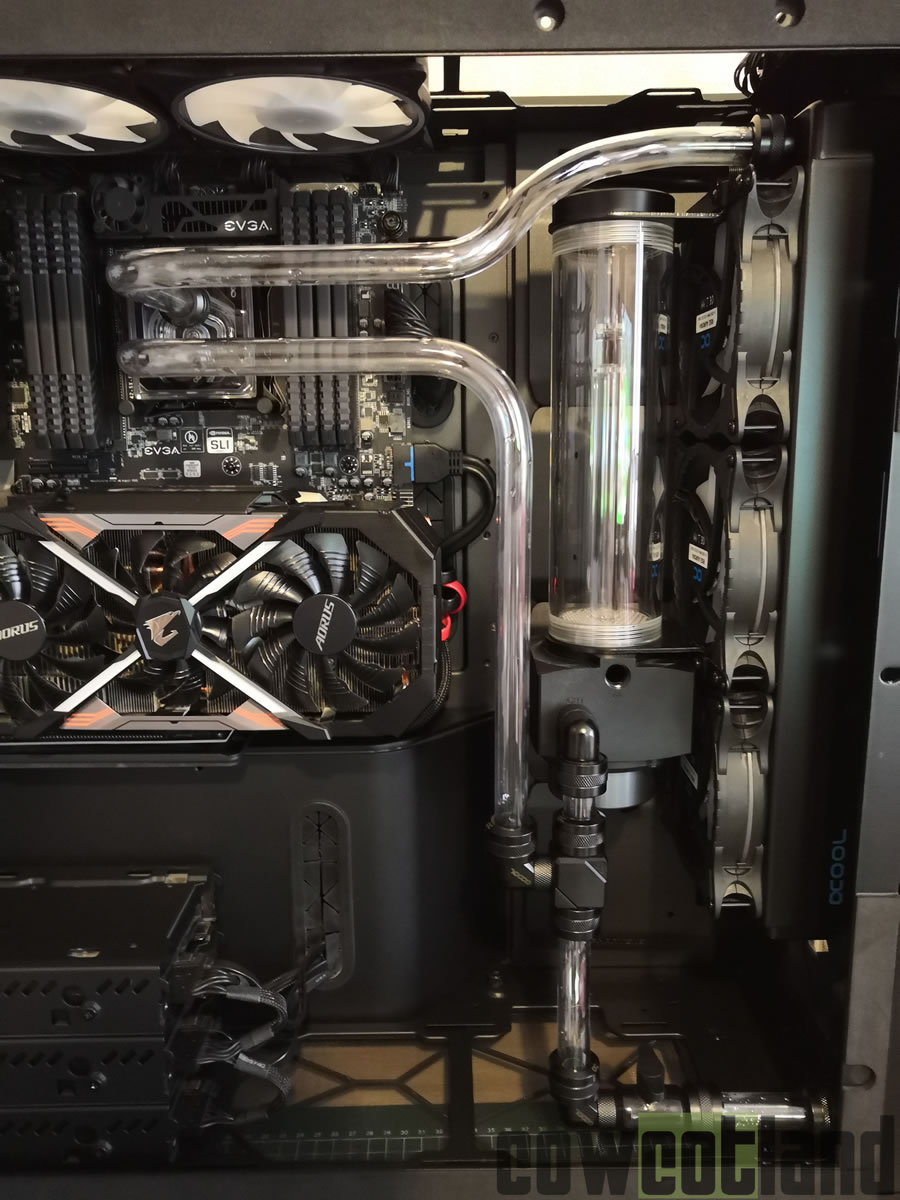
Puis le flux sortant du waterblock processeur part vers le radiateur, avec ici un coude ŕ 90° vers la droite puis un léger coude vers le haut et excentré de l’axe pour aller directement dans le port du radiateur. Probablement la section de tuyau qui m’a demandé le plus de travail ŕ modeler, le tuyau devant ętre au maximum parallčle avec celui du bas pour avoir le meilleur rendu.
Et pour finir notre boucle nous avons une section minuscule en sortie du radiateur vers notre réservoir. Lŕ aussi une petite courbe avec peu d’espace, ce qui a rendu trčs difficile le vissage des bagues… Rappelons la taille de nos tuyaux, en diamčtre extérieur de 16, ce qui limite grandement le rayon de courbure possible.

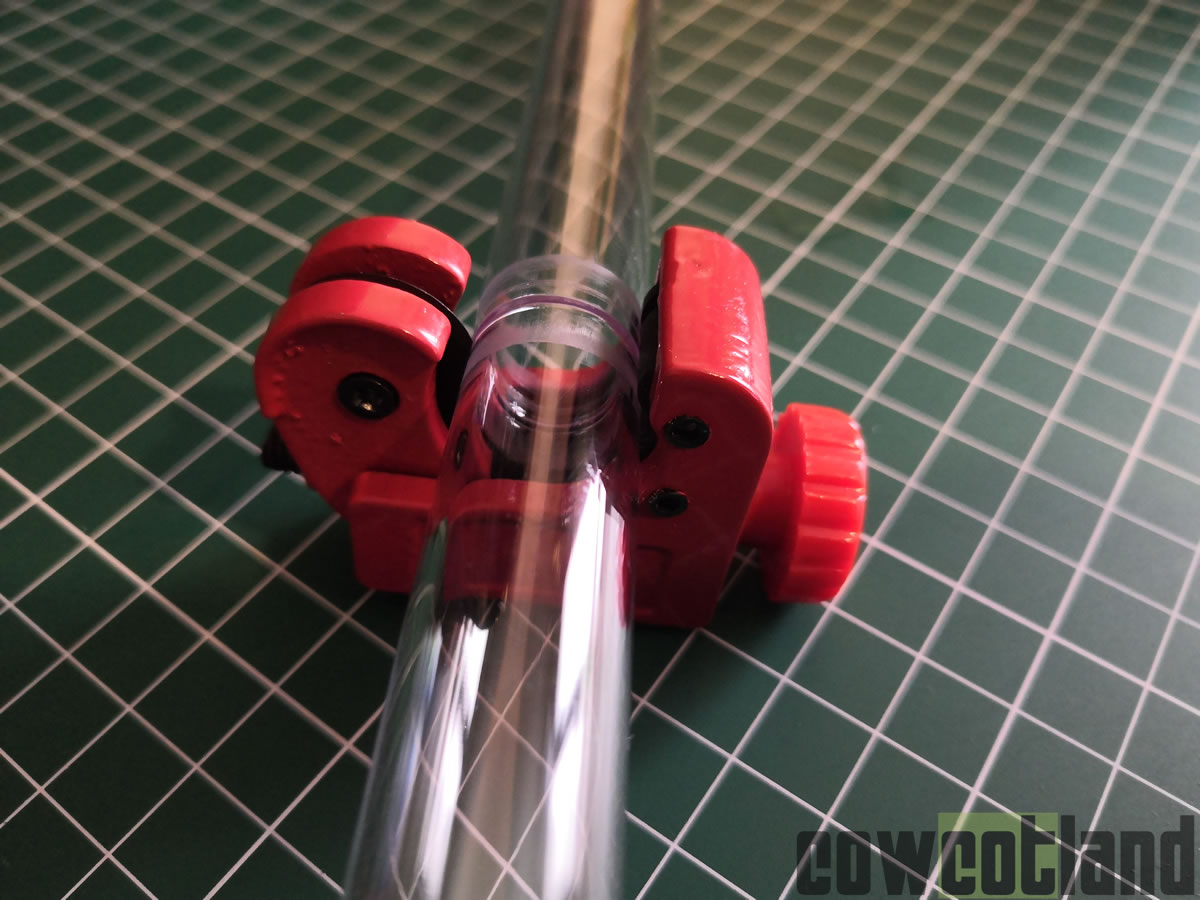
Pour le cintrage, rien de sorcier. Tout d’abord, il faut découper le tuyau ŕ la taille désirée, que nous calculons simplement en mesurant au mčtre ruban ou ŕ la rčgle dans le boîtier. Pas besoin d’ętre ultra précis, on veut juste ne surtout pas se retrouver trop court donc on prend une bonne marge ŕ chaque fois. Pour découper, on utilise soit une scie ŕ métaux, en coupant bien droit, soit un coupe tube comme sur la photo. Ce dernier est trčs pratique mais laissera une marque sur le tuyau, rien de grave car cela ne sera pas visible au final, mais cela peut ętre évité en mettant un peu de chatterton avant la découpe pour le protéger. Il existe aussi des pinces qui coupent d’un coup les tubes PETG.
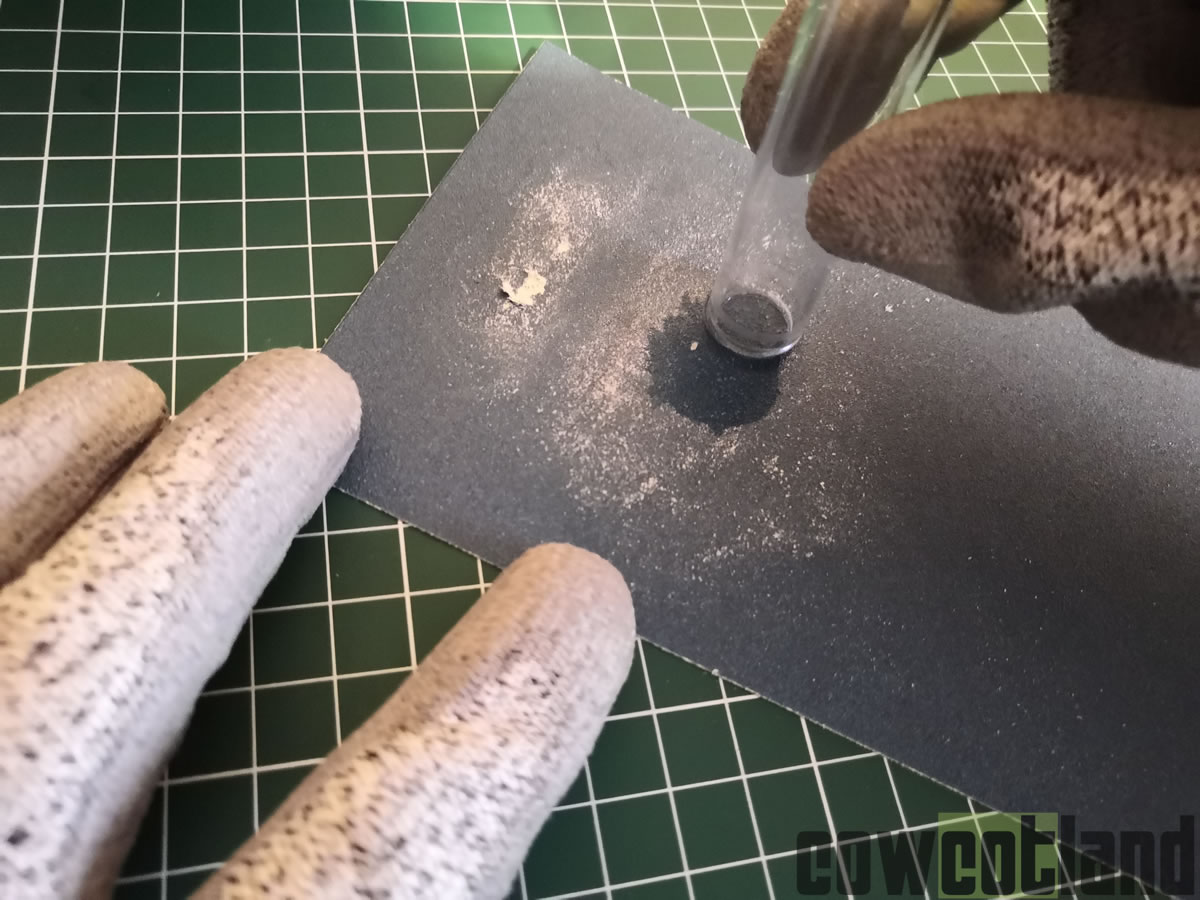
Ensuite, pour ne pas abimer les joints des raccords lorsque l’on va enfoncer le tube dedans, on doit ébavurer l’intérieur et l’extérieur du tuyau. Du papier ŕ poncer ŕ grain trčs fin peut aussi ętre utilisé pour cette étape.

Une fois fait, on va tremper notre insert (ou mčche) dans de l’eau savonneuse (le liquide vaisselle fait trčs bien l’affaire) pour qu’il puisse ętre inséré facilement dans notre tube mais également en ętre retiré aprčs avoir été cintré. Cet insert, qui doit avoir un diamčtre adapté ŕ la taille de votre tuyau, servira ŕ ce que le tube ne s’écrase pas et se plie uniformément lors du cintrage. Il existe en plusieurs longueur, et il est préférable d’en avoir un petit et un grand pour ętre paré ŕ tout, j’ai opté pour un de 30cm et un autre de 100 cm. Ces inserts Alphacool ont trčs bien rempli leur rôle.

Puis vient l’étape redoutée, la chauffe du tube. Si vous avez un décapeur thermique ŕ température réglable, 120-140° est la température cible pour du PETG (ou du moins la mienne). On peut mettre plus chaud, mais attention ŕ ne pas faire buller le tube en y allant trop fort. Le but est de chauffer graduellement le tube, uniformément en le tournant sur lui-męme et sur une portion de 10-15cm, jusqu’ŕ sa température de fusion. Aprčs 30-40 secondes, le tube commencera ŕ devenir malléable, et dčs qu’on est pręt on sort le tuyau de la chaleur et on vient le cintrer ŕ l’angle que l’on veut. On peut utiliser des mandrins spéciaux, mais je préfčre personnellement utiliser le quadrillage de ma planche de découpe.

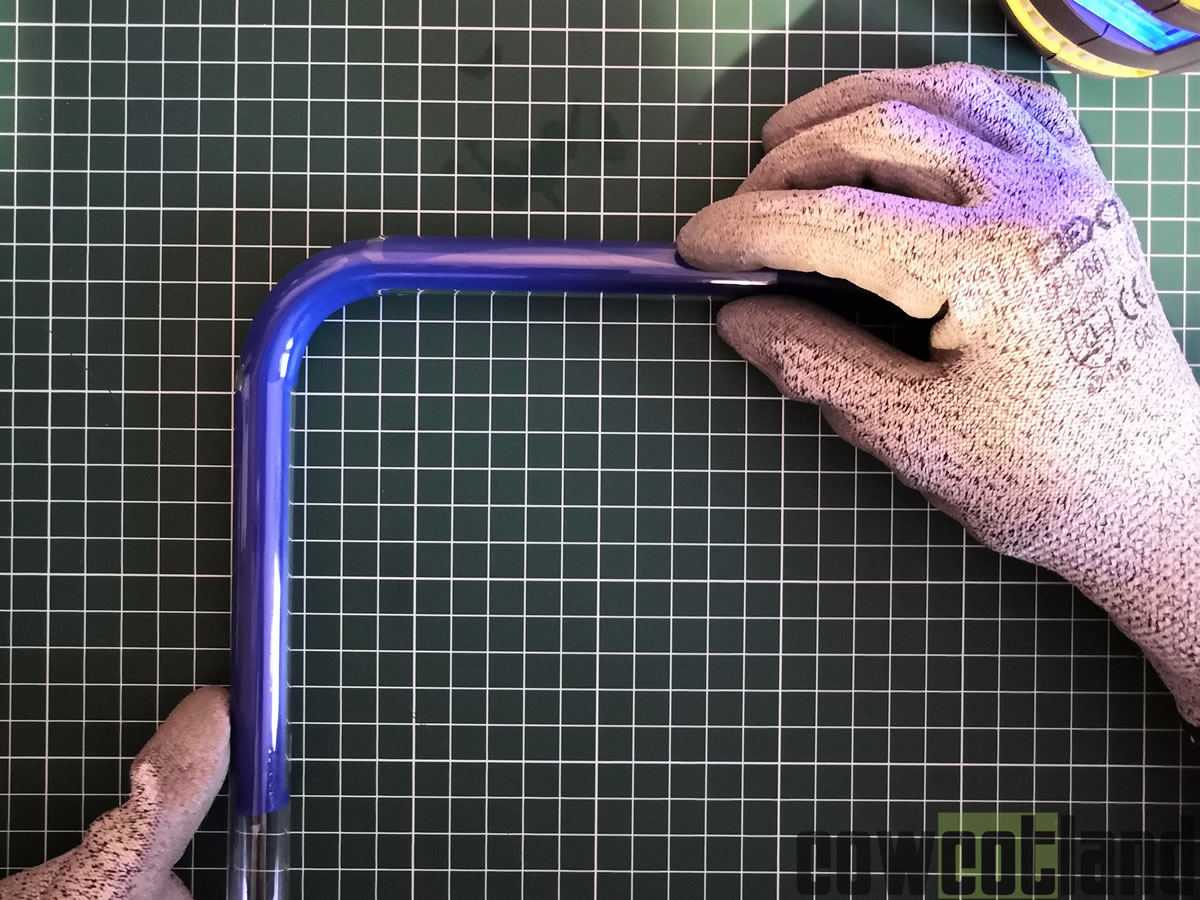
Le plus important est de garder la position souhaitée le plus longtemps possible, au moins 40 secondes, le temps que le tube se refroidisse et garde sa nouvelle forme. Si l’on est trop impatient, l’angle de la courbure peut se resserrer ou ŕ l’inverse s’ouvrir avant que le tube n’ai pris sa forme finale. On peut souffler dessus pour aider, voire le tremper dans l’eau mais attention ŕ ne pas le faire trop tôt et craqueler le tube.
Le plus difficile, c’est quand on doit faire plusieurs coudes sur la męme portion de tube. La distance entre chaque coude doit ętre précisément mesurée dans le boîtier, et peut ętre rapportée sur papier pour créer un gabarit. J’ai vu certains utiliser du fil chenille (qu’on trouve dans toute enseigne de loisirs créatifs) pour faire un modčle, imprécis mais permet de bien visualiser les courbes dans l’espace donné. L’avantage du PETG est qu’il peut ętre re-chauffé plusieurs fois pour modifier la courbe si elle n’est pas parfaite.